商 务:13607420777(龙珍妮)
商 务:13974153777(周艳青)
技术总经理:13318453147(李子林)
电 话:0731-22517878
传 真:0731-22324168
邮 箱:kf@zzkefen.com
地 址:湖南省株洲市天元区天易大道959号高科新马金谷A5栋-B
网 址:www.zzkefen.com
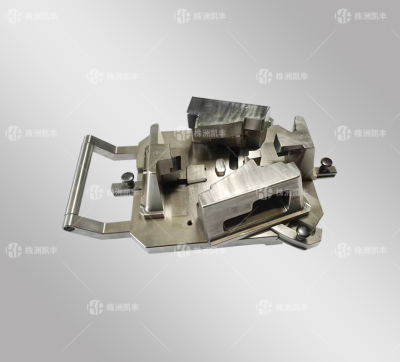
什么是精密铸造蜡模流纹?流纹就是蜡流动时留下的痕迹或者轨迹纹路。蜡模的流纹就是糊状或者液态的蜡在压射或者注射时蜡流在进入型腔时料流在混合时相互熔接,融合而留下的痕迹。要解决流纹先要了解清楚其产生的原因,今天株洲凯丰蜡模铸造工厂为大家聊聊改善蜡模流纹的改善措施。
注射口不仅是铸造成型一个责任,还要负责蜡件的表面质量,模具的排气。要能压射出一个完好的蜡件,需要温度、压力、注射速度以及保压时间的配合。但是,如果注蜡口设计不合理,即使其它配合,蜡件的合格率也不会很高。
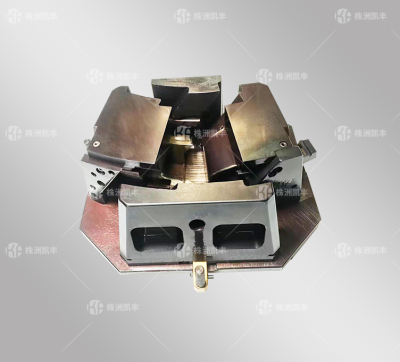
精密铸造蜡件的注蜡口该怎么设计才能减少流纹的产生?就模具来讲,首先要成型,一个是考虑不能缩,另一个是考虑不能缺。这实际上是两种类型的产品。

1、缩一般是指厚大件(或者局部厚大处),那么,它的注射口一般设在浇口位置或者铸件厚大处,以便能补缩蜡件(实际上蜡件与铸件基本相似,铸件缩的地方蜡件也会缩),另外也不会因为掰注蜡口把蜡件搞缺肉。
2、对于不能缺,一般是指薄壁件。薄壁件出来要考虑成型外,还必须考虑排气,如果模具排气不好,可能憋气,照样不能得到完整的蜡件。那么,它的注射口设计可能要两者兼顾,当然,设计在浇口上是Z好的,但不一定是对蜡件成型Z好的。
总结,蜡模的注射口尽量不要直对模具型芯,所有对蜡料流程有阻碍的注射口设计都是不好的设计。模具的注蜡口开设要根据综合考虑,而不是简单的把蜡料送进模具那么简单。
上述就是改善蜡模流纹的改善措施,相信大家都有一定了解。
全国服务热线:
0731-22517878
株洲凯丰实业股份有限公司
董事长:13908435707(尹高平)
商 务:13607420777(龙珍妮)
邮 箱:kf@zzkefen.com
地 址:湖南省株洲市天元区天易大道959号高科.新马金谷A5栋-B

扫一扫 联系我们